Manuelle Fertigung und Qualitätsprüfung in der Produktion von hochwertigen Automobilkarosserien
Das findet man in der Manufaktur „Audi Böllinger Höfe“ der Audi Sport GmbH. Hier entsteht nahezu in Handarbeit der Supersportwagen Audi R8. Auch der Karosseriebau ist dabei ein ganz spezieller Manufakturbetrieb. Die R8-Manufaktur ist auf kleine Serien und große Vielfalt ausgelegt: „Unsere hochqualifizierten Kollegen bauen die Autos mit größter handwerklicher Sorgfalt. Sie erfüllen dabei höchste Qualitätsansprüche“, sagt Felix Knoll, Fachprojektleiter Karosseriebau der Audi Sport GmbH.
Im ersten Schritt schweißen Spezialisten den Vorderwagen, den Mittelboden und den Hinterwagen aus Aluminium-Gussteilen und -Strangpressprofilen zusammen, danach verbinden sie die drei Module zum Unterbau. Roboter übernehmen die kalten Verbindungen.
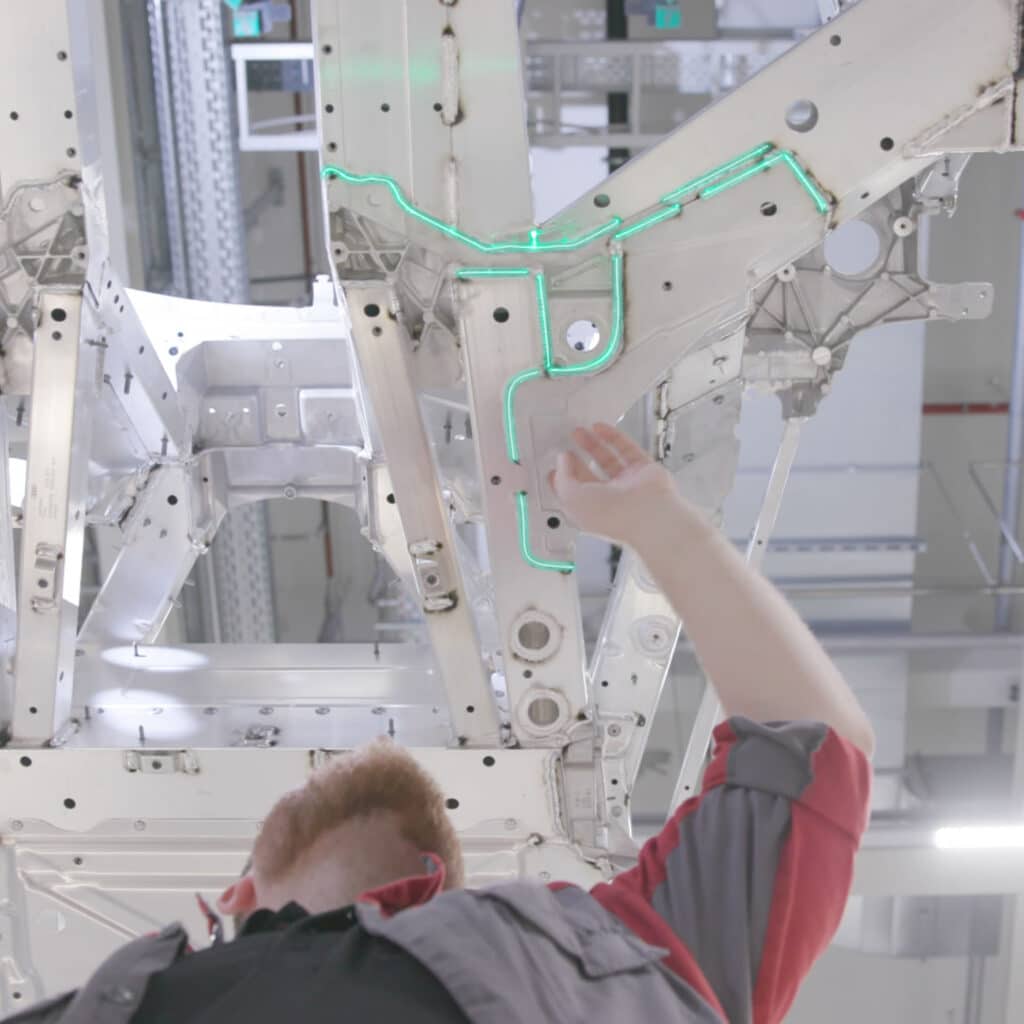
Auch die anschließende Qualitätskontrolle der rund 1500 Schweißnähte pro R8-Karosserie erfolgt durch Mitarbeiter. Dass auch bei dieser Vorgehensweise eine 100%-Kontrolle jeder einzelnen Schweißnaht mit absolut sicherer Erkennung fehlerhafter Verbindungen erfolgen muss, war dabei nach Knolls Aussage unabdingbar: „Eine Karosserie mit nur einer einzigen unsauberen Schweißnaht entspricht schon nicht mehr unseren hohen Audi-Qualitätsansprüchen und ist damit unverkäuflich.“
Um die Frage zu beantworten, wie man 100% aller Schweißnähte an jeder Karosserie überprüft, hatte sich konzernübergreifend ein Kollege Knolls mit der Technologiebewertung und -suche beschäftigt und dafür verschiedene Technologien untersucht. Das Problem war dabei eindeutig: Wie überprüft man eine Aluminium-Schweißnaht auf einem Aluminium-Hintergrund? „Optische Verfahren wie Bildverarbeitungssysteme, die das Ganze mit einem vorgegebenen Bild abgleichen, waren für diese Aufgabenstellung bisher nach unseren Erfahrungen nicht zielführend“, so Knoll. „Auch andere Technologien wie Computertomographie, MRT oder Augmented Reality waren mögliche Kandidaten, stellten sich am Ende jedoch ebenfalls als nicht geeignet heraus. Am Ende haben wir uns in Anbetracht der vielen Kriterien, die erfüllt werden müssen, für ein Laserprojektionssystem der Firma Z-Laser Optoelektronik GmbH entschieden.“