Manual production and quality inspection in the production of high-quality car bodies
This is what you find in the Audi Böllinger Höfe factory of Audi Sport. Here, the Audi R8 super car is built almost entirely by hand. The body construction is also a very special factory operation. The R8 factory is designed for small series production and great variety.
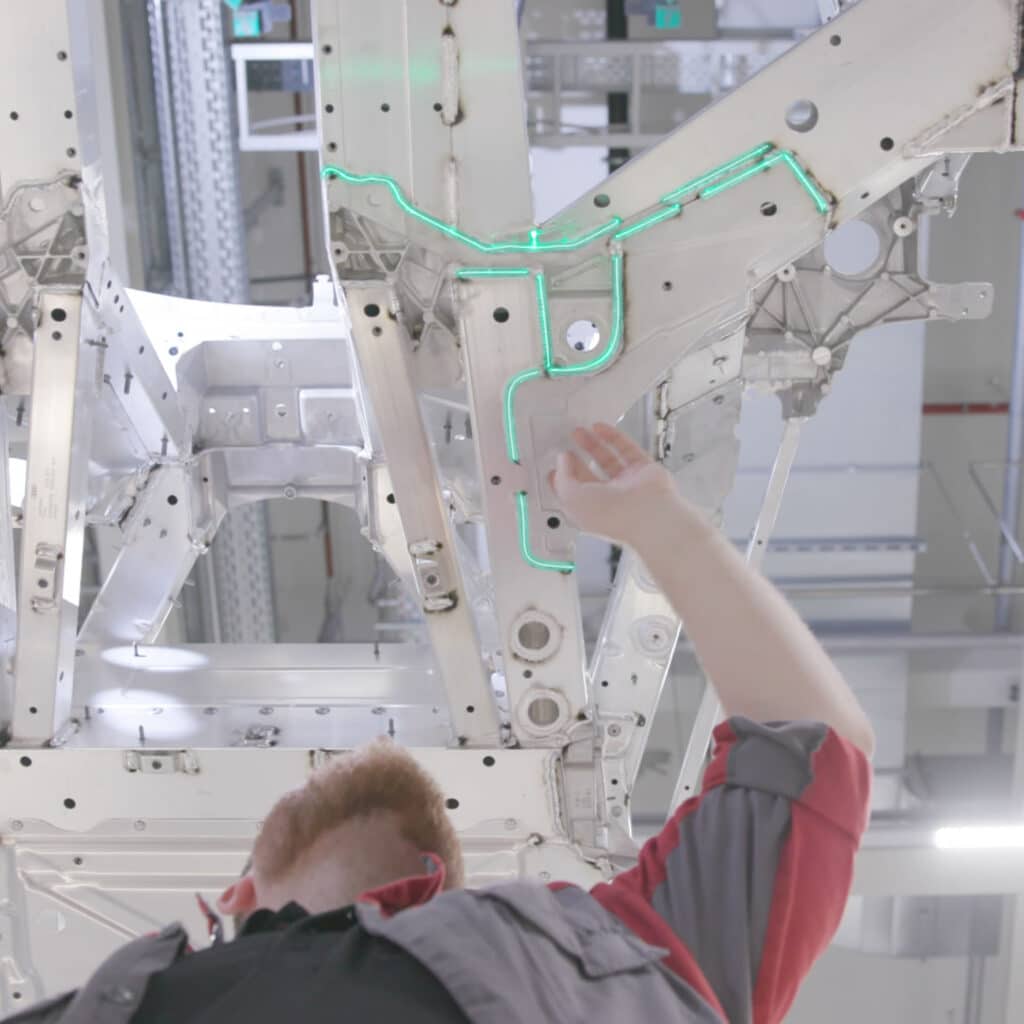
In the first step, specialists weld the front end, the center floor and the rear end from aluminum castings and extruded profiles, then connect the three modules to the substructure. Robots take over the cold connections. The subsequent quality control of the approximately 1,500 welds per R8 body is also carried out by the employees.
The fact that even with this procedure it was necessary to carry out a one hundred percent control of each individual weld seam with absolutely reliable detection of faulty connections
is something that was indispensable according to Felix Knoll, head of body construction at Audi Sport: “A body with just one single unclean weld seam no longer meets our high Audi quality standards and is therefore not suitable for sale.”
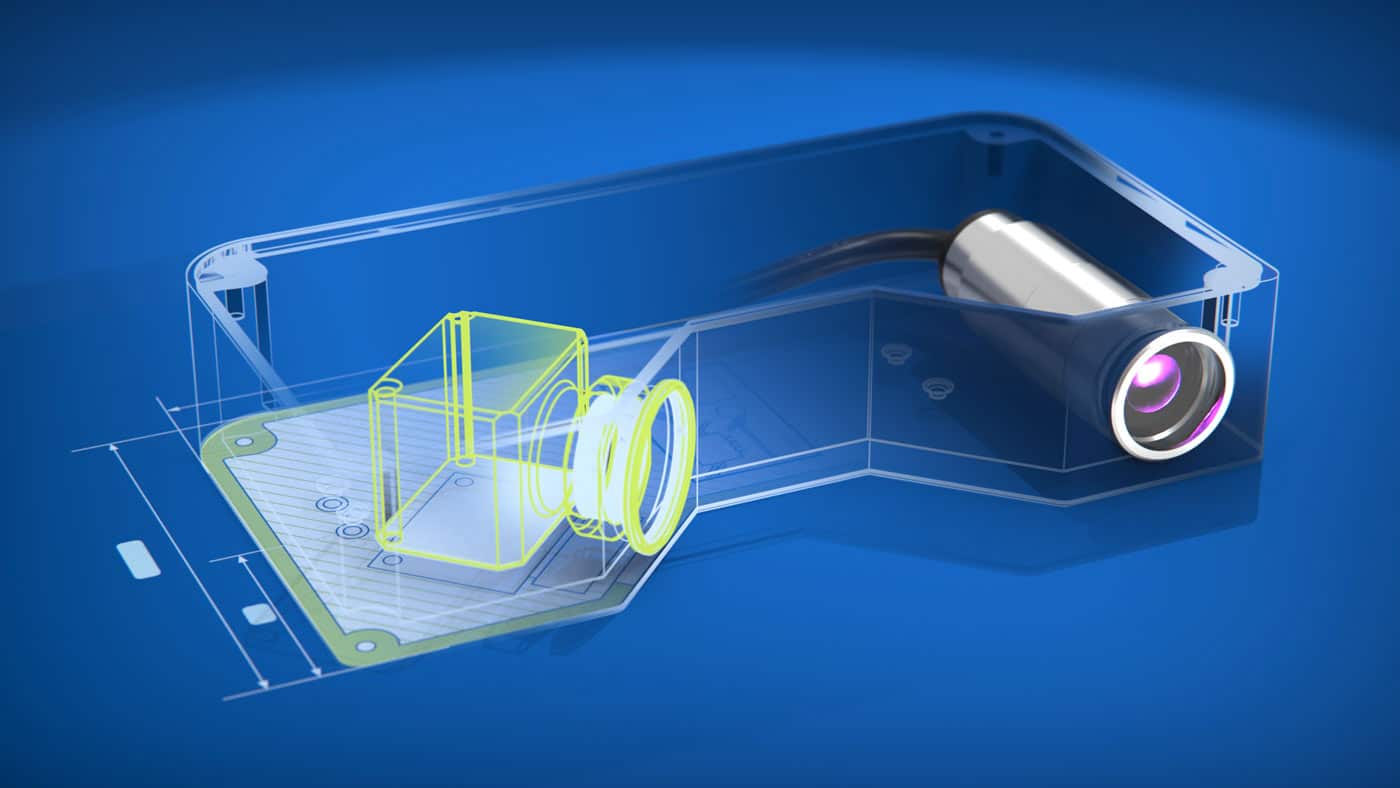
To answer the question of how to perform a one hundred percent check of all welds every day, a colleague of Knoll’s conducted technology assessment and research across the group and investigated various technologies for this pur-pose. The problem was clear: How to check an aluminum weld on an aluminum background? “In our experience, optical methods such as image processing systems which match the whole with a given image, have not been effective previously for this kind of task,” says Knoll. “Other technologies such as computed tomography, MRI or augmented reality were also possible candidates, but in the end they also proved to be inappropriate. In the end we opted for a laser projection system from Z-Laser, considering the many criteria that have to be met.”