

Laser classes -also referred to as laser safety classes are essential for assessing the eye safety of laser modules. At Z-LASER, laser modules undergoe a rigorous, standard-compliant test procedure to meet the requirements of DIN EN 60825-1. The test setup simulates the human eye under the most sensitive conditions: in complete darkness with a fully dilated pupil. This article provides an overview of the test setup, measurement procedure and labelling used for laser classification at Z-LASER.
Why Is Laser Classification Required?
Laser classification provides the basis for assessing eye safety and for defining the appropriate protective measures when laser modules are used. After classification, each laser module receives a warning label indicating the laser class.
Basic for Laser Classification: DIN EN 60825-1
The internationally applicable standard DIN EN 60825-1 defines how laser classification must be carried out. It specifies requirements and measurement conditions and provides a standardised, traceable basis for assigning laser classes. For example, the standard defines the measurement distance, which apertures and lenses may be used, and how the test procedure is structured. This ensures laser classification follows a uniform and verifiable process.
The Test Setup: Simulating the Human Eye
Laser classes are determined under so-called restrictive conditions. In other words, the test setup reproduces the human eye in a worst case scenario: complete darkness with a fully dilated pupil. This ensures laser classification is performed under defined, standard compliant measurement conditions.
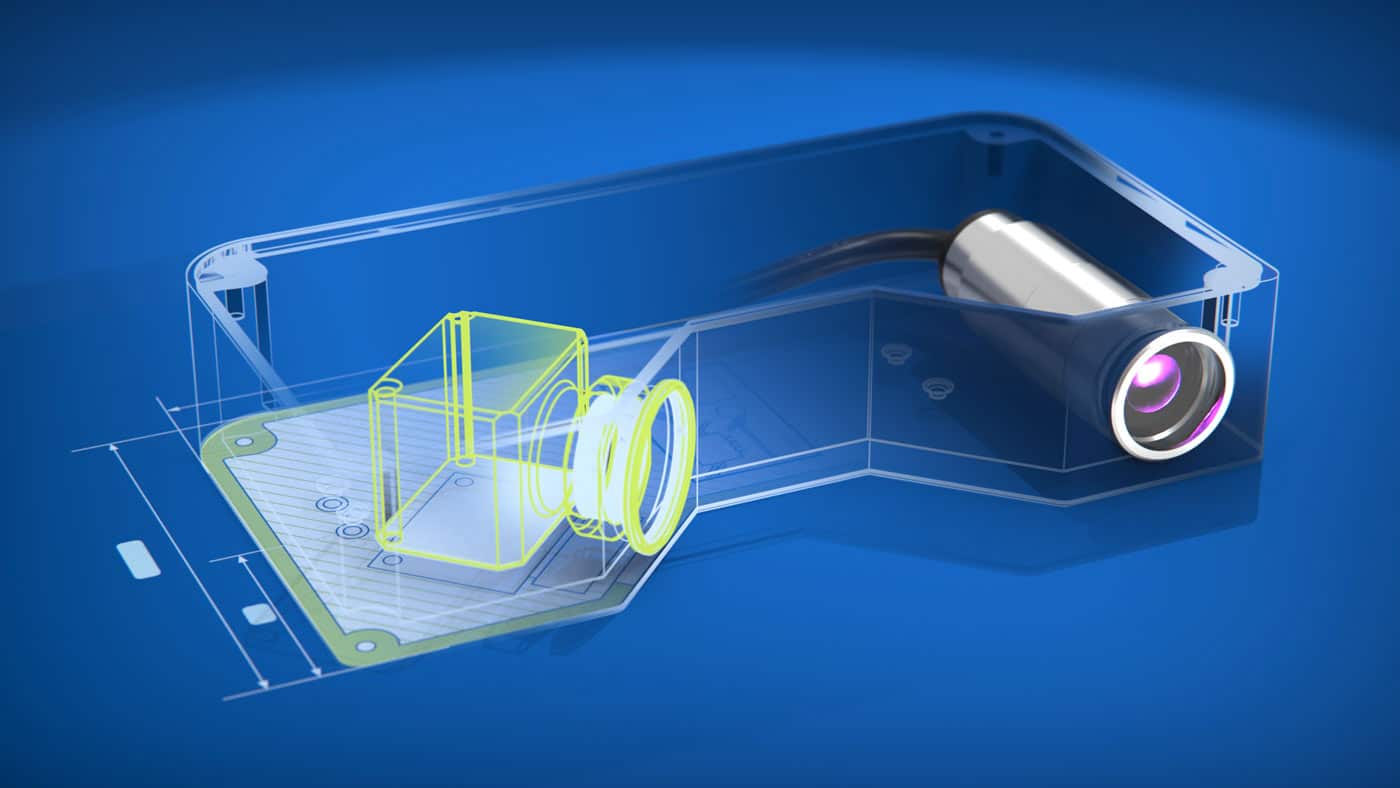
A standardised 7 mm aperture is positioned in front of the measuring head. This corresponds to the maximum opening of the human pupil in complete darkness. A downstream collimator lens then reproduces the eye’s optics in the measurement setup and establishes the standard compliant measurement situation. The laser radiation is limited by the 7 mm aperture.
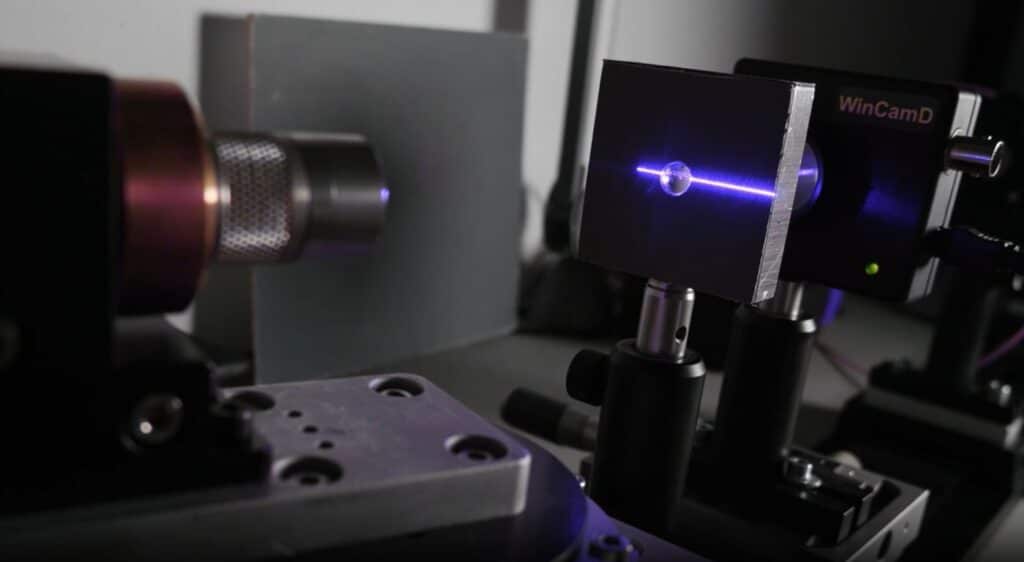
Measurement Along the Entire Laser Line
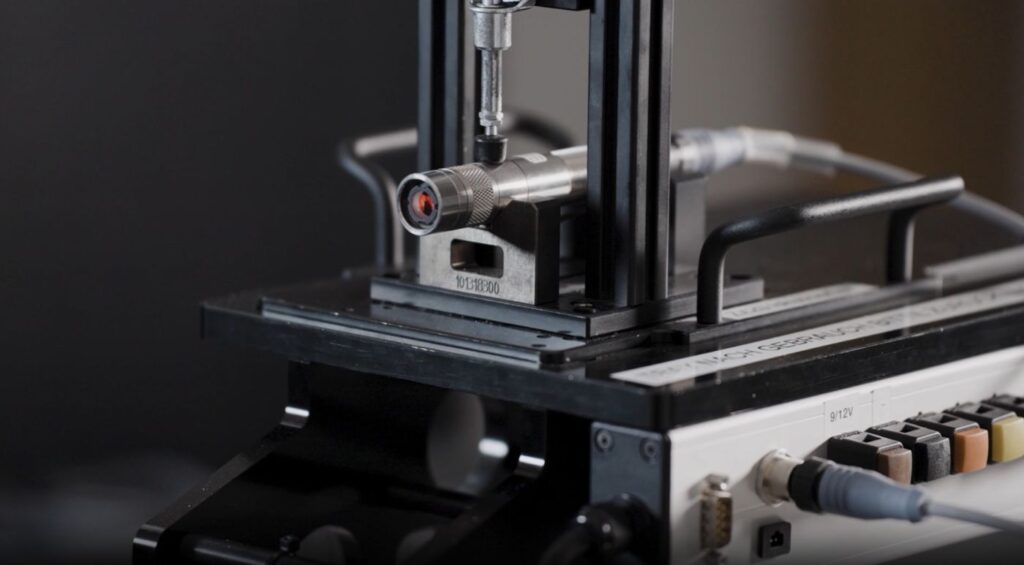
Using a multi-axis positioning unit, the measuring head is moved systematically along the projected laser line so that every section of the line is measured. This identifies the most restrictive case, namely the critical point, i.e., the point with the highest measured value (maximum value) along the laser line. This maximum value is decisive and forms the basis for assigning a laser class.
Specialized software evaluates the maximum value (most restrictive case) and assigns the laser module to the appropriate laser class based on the limit values defined in DIN EN 60825-1. The results are documented so that classification and labelling can be clearly derived. In addition, the software has been customized at Z-LASER to display the limit values for the adjacent laser classes.
Conclusion: Transparent, Standard-Compliant Laser Classification in Accordance with DIN EN 60825-1
Through the rigorous, standard-compliant test and classification procedure, the laser classes of Z-LASER laser modules are determined and documented in a standardised way in accordance with DIN EN 60825-1, meeting the requirements for laser classification and product labelling. The test setup reproduces the human eye in the worst case. The measurement identifies the most restrictive case along the laser line, and the software performs the standard-compliant evaluation for laser class assignment. This provides users with a reliable basis for safety assessment and risk assessment, particularly regarding eye safety and the protective measures required.
Do you have questions about laser classes or standard compliant laser classification? Contact Z-LASER. Our experts are happy to support you without obligation.
Frequently Asked Questions
EN 60825-1:2014/A11:2021 provides a strictly standardized framework to determine a laser class objectively and reproducibly. Classification is not based solely on the laser’s output power, but on measurements performed under precisely defined conditions. The standard specifies the exact measurement distance to simulate realistic use cases. It also requires a 7 mm measurement aperture, which represents the maximum dilated human pupil and therefore the physical “worst case” for light entering the eye. Behind this aperture, a special collimating lens is used to simulate the optics of the human eye. In addition, the most conservative case always applies for classification: the reference is not an average value, but the point with the highest measured power (the “hotspot”). Only by consistently applying these uniform criteria can the assigned laser class provide a reliable statement about eye safety.
A laser line is rarely perfectly homogeneous; it almost always contains local power peaks. Because the eye can be damaged by even a brief exposure at such a “hotspot,” the standard requires using the highest measured value as the reference. An average would mathematically mask these peaks and could result in a classification that is too low—and therefore unsafe.
It enables system integrators and developers to choose more deliberately. If a module is close to the lower limit of its class, the safety margin to the next class is large. If it is close to the upper limit, it delivers the maximum brightness permitted within that class without moving into a higher class. This allows a more precise, application-specific module selection.
Z-LASER ensures the correct laser class through an internal, standardized, and automated test and classification procedure in accordance with DIN EN 60825-1. A multi-axis positioning unit systematically scans the entire laser projection and identifies the highest power value. The test setup replicates the standard’s conditions precisely using a 7 mm aperture and a downstream collecting lens. Dedicated software then automatically assigns the measured value to the correct laser class and documents the result in a traceable manner.
Focusing on the most critical point is one of the most important safety measures in laser class determination. The reason is that the human eye can be harmed by a very short, direct exposure to a point with extremely high power density. A laser line is rarely perfectly uniform and almost always shows power peaks (“hotspots”). If an average value across the entire line were used, these dangerous peaks could be “hidden” mathematically. The module could then be incorrectly classified into a lower, seemingly safer laser class even though it poses a high local risk. By using the absolute maximum value as the reference, the classification reflects the true maximum hazard emitted by the laser.
Knowing whether a module’s power lies near the upper or lower end of its class limits offers major benefits for system integrators and developers:
- Assessing safety margin: If a Class 1 module is only just below the threshold to Class 2, the safety margin is small. For particularly sensitive applications, a developer can deliberately choose a module that sits more comfortably in the lower range of Class 1.
- Maximizing performance: If an application requires maximum brightness within a given class (e.g., Class 2), a module can be selected that operates close to that class’s upper limit. This achieves the best possible visibility without moving into a higher, more safety-critical class.
This transparency enables a more precise, application-driven selection and increases both safety and overall system efficiency.
Yes. Z-LASER laser modules undergo an internal testing and classification procedure in accordance with DIN EN 60825-1 and are labeled accordingly. External laboratory testing can also be offered on request.
