Windmöller & Hölscher employs a laser projection system from Z-LASER to increase the reliability of correctly executing welded joints and considerably reduce production times.
“That’s exactly what we need!” was the spontaneous response from Dietmar Lindemann when a colleague told him about a new laser projection system from Z-LASER at a trade fair in autumn 2016. The acting head of the manufacturing team for large and framework parts in Material Logistics at Windmöller & Hölscher is responsible for the company’s welding department, which prepares items such as base supports for the company’s systems. The firm, based in North Rhine-Westphalia, Germany, is among the leading international providers of printing, extrusion and converting machines for the production of flexible packaging made of plastic and paper. Typical systems make products such as paper sacks and bags, shrink wraps or protective films for vehicles and are produced at the company’s headquarters in Lengerich.
Mr Lindemann’s welding department produces base supports, ties, frames, frame parts and other – sometimes very large – machine elements that entail welding various steel parts, carrier components and form elements to the base plates and profiles. Until the laser projection system was installed, the required position for each part to be fitted had to be measured out individually. Attaching auxiliary material such as spacer templates or scribe lines correctly was relatively time-consuming, says Lindemann. “With all the many different parts and dimensions, the method we used before also entailed the risk of individual elements being measured incorrectly, which jeopardised the correct functioning of the whole base support and generated a lot of reworking.”
Support with installation
After visiting the trade fair mentioned above and holding several subsequent meetings with Z-LASER, the decision was clear for Lindemann: The LP-HFD2 laser projection system from the Freiburg-based company met all the requirements for further minimising errors while also saving time processing orders. In spring 2017 an LP-HFD2 system was installed on the ceiling of the hall at a height of six metres above a workstation capable of welding parts up to six metres long. From this location, the system covers the entire maximum length of the workstation and, once it has been set up accordingly, projects the positions of all the necessary components on the base support. When manufacturing frames, the system is used to position the stops.
Lindemann found the support he received from Z-LASER in choosing the right system helpful: “One of the company’s employees visited us here on site at the time and used his experience to help us make the right decisions. We also benefited from his knowledge during the subsequent installation and were able to get the system up and running quickly.”
The initial scepticism expressed by his colleagues on the welding device quickly dissipated following the first test, remembers Lindemann: “What really won people over fast was how very simple it is to operate when setting up new workpieces.”
Less time required
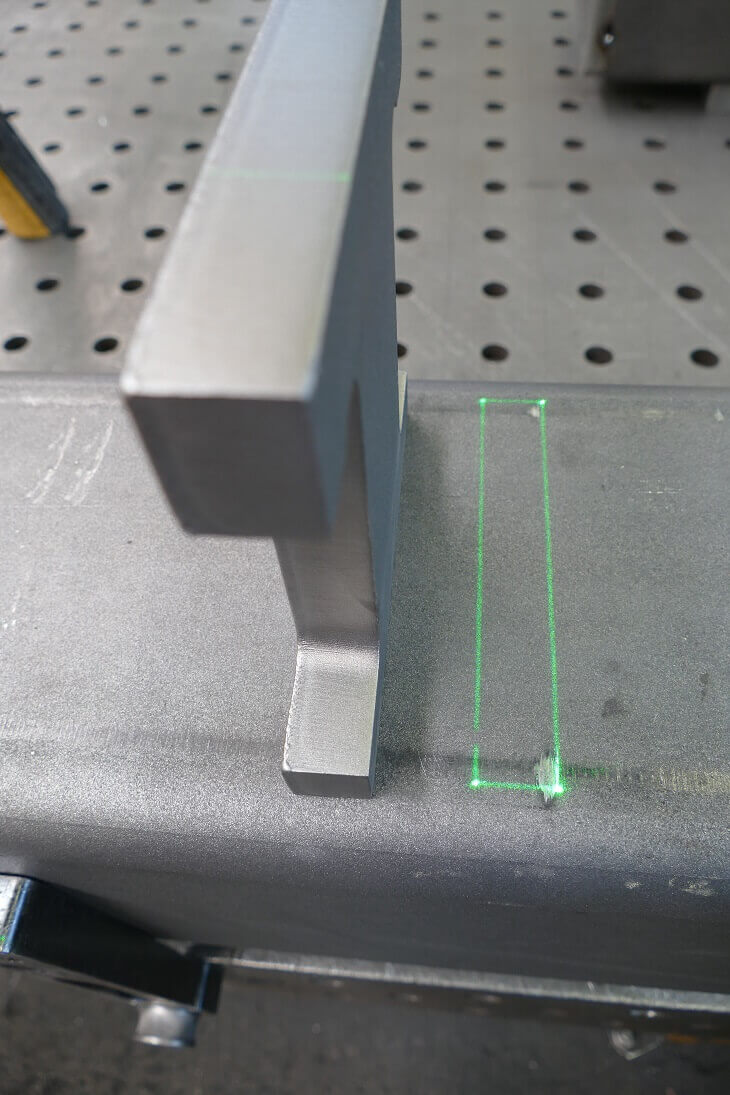
The first step in manufacturing a new part remained the same as before following the installation of the laser projection system: The worker uses a crane to lay the base element of the next workpiece to be processed onto the workbench and uses mechanical stops to make sure that it is positioned correctly. Yet it is in the next step, which before involved many time-consuming position and distance measurements for the small parts that needed to be welded on, that the laser projection system really shows what it can do. With the click of a mouse, the employee selects the digital work plan for the relevant workpiece from a list of dxf files which were created in work preparation based on the constructional drawings and saved to the PC system. Within seconds, the laser system then projects green laser lines onto the base support that show the target positions of all the elements to be attached.
The work involved in calibrating the laser projection system and the workbench is minimal. This only needs to take place if the system was switched off. Even if calibration is necessary, it takes next to no time. A calibration mark is simply fitted into the end borehole at each corner of the workbench, which the laser system detects in a matter of seconds. Any deviations are adjusted immediately.
“In the next work step it is very easy for the employee on the welding device to attach all the necessary construction elements in the positions displayed by the laser projection system and to meet the required accuracy of one to maximum two millimetres,” explains Lindemann. The system even supports the employees with the subsequent complete welding of the individual elements, Lindemann continues: “During the attaching process the heat input can cause components to shift slightly, which means that their position is no longer correct. We are now able to detect such deviations immediately using the laser lines on the individual elements and adjust the welding sequence accordingly while producing the join in order to compensate for this shift.”
Reliable final inspection
Once one side of a workpiece has been produced in this way, the employee can very quickly perform a final inspection for this work step and use the laser lines displayed to check whether all subelements are correctly welded to the intended positions before moving on to the next side or the next workpiece.
The laser projection system has now been in use for around eighteen months and, according to Dietmar Lindemann, has already paid for itself: “Relatively complex components in particular can be produced in a shorter time with the system. Yet what’s even more important to us than the time saved is the reduction in the error rate compared to before, as each missing or incorrectly attached subelement can cause considerable reworking and in the worst case delay the start of operation of the machines.”
The acting team leader is also immensely pleased with how well the system has been received by the employees working on the welding device: “The benefits for us from the new system were clear directly after the induction training by our Z-LASER consultant and the first tests.” That’s why with hindsight he is very pleased to have visited that trade fair and discovered the solution from Z-LASER.
Anwendungsbericht – Download [PDF]
LP-HFD2
The high-power laser projector
The LP-HFD2 laser projector from Z-LASER is the successor to the proven LP-HFD model. Optimised for projection onto 3D objects, it enables very precise, quick and stable laser projection. Its large beam angle of up to 80° x 80° allows it to cover a large working area. In addition to a new casing with IP protection class IP65, particular emphasis was placed on temperature stability in its development. It uses fibre-coupled lasers with a red and/or green beam source with a power output of 7 mW. Stronger laser sources of up to 28 mW can be used if required. The standard lenses can be focused at distances of 0.5 m to 7 m. Using special long-throw lenses allows you to project at distances of up to 14 m. Cooling options such as a fan hose and water cooling are available for use at higher ambient temperatures. Ethernet is the typical data connection mode. In addition, communication via Profinet or a serial connection is possible.
Business
Windmöller & Hölscher is the global market leader for machinery and systems for the production and conversion of flexible packaging. The product range covers high-performance machines for extrusion (foil production), printing and conversion. As a company with a worldwide presence, W&H offers its customers everything from a single source: from expert advice and engineering to the supply of high-quality machinery right up to complete packaging production facilities. The company group based in Lengerich, Germany, generated revenue of around 835 million euros in 2017.
Z-Laser GmbH has been working as a qualified manufacturer of laser systems and laser projectors in a wide range of industrial sectors since 1985. The company’s products are planned, developed and produced in Germany in order to ensure consistent product quality.
Further information
Z-LASER Optoelektronik GmbH
Merzhauser Str. 134
79100 Freiburg
Telephone: +49 761 296 44 44
Fax: +49 761 296 44 55
E-mail: [email protected]
Web: www.z-laser.com
Windmöller & Hölscher KG
Münsterstraße 50
49525 Lengerich
Telephone +49 5481 14-0
E-mail: [email protected]
Web: www.wuh-lengerich.de
Author

Peter Stiefenhöfer
PS Marcom Services
www.psmarcom.de